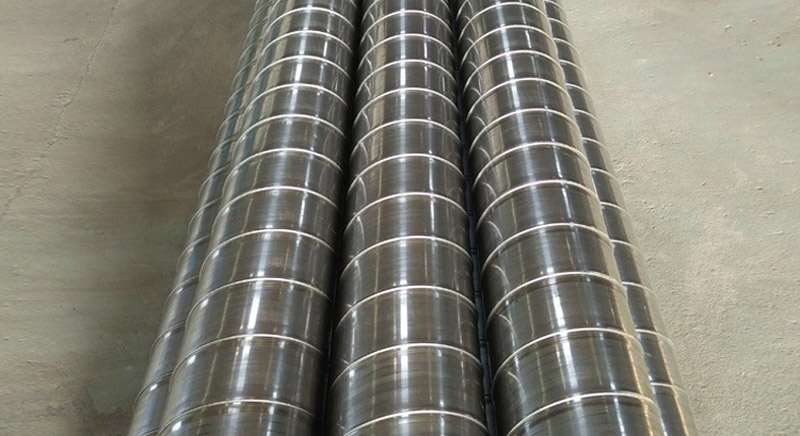
1、下料划线时,不能用锋利的金属划针在其表面划线或冲眼,应使用做好的样板进行套裁,以免损坏不锈钢表面。2、不锈钢风管及部件制作应采用奥氏体不锈钢,板材厚度符合2 2 1的规定。
1、下料划线时,不能用锋利的金属划针在其表面划线或冲眼,应使用做好的样板进行套裁,以免损坏不锈钢表面。
2、不锈钢风管及部件制作应采用奥氏体不锈钢,板材厚度符合2.2.1的规定。
3、加工制作
不锈钢风管和部件的场地,要铺木板或橡胶板,并把板上的铁屑、锈迹和杂物等打扫干净。
4、剪切不锈钢板时,不要使设备超载工作,要认真调整好上、下刀刃的间隙,通常此间隙为板材厚度的0.04倍。
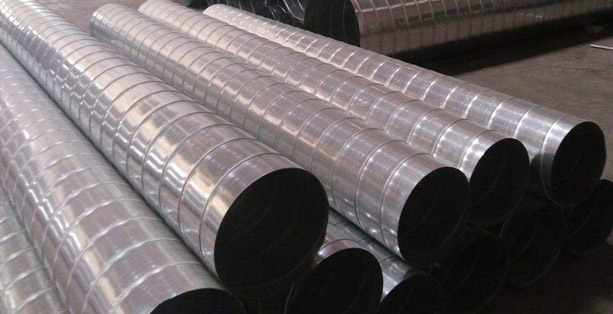
5、加工制作不锈钢风管,当板厚小于I mm时,应采用咬口连接,且咬口宽度应比普通钢板宽一些,一般为12-14mm,并用不锈钢铆钉铆接法兰。板厚大于1mm时,宜采用焊接,不得采用气焊。
6、手工咬口时,用木制、不锈钢或铜制的工具,不要用普通钢制工具。用机械加工时,要清除机台上的铁屑、铁锈及杂物。咬口应一次完成,如进行多次,则会造成加工困难,且易出现破裂现象。
7、不锈钢风管及部件采用焊接时,一般多使用氮弧焊或电焊,并应采用与母材材质相匹配的焊丝。
8、采用氩弧焊,加热集中,热量影响区域小,产生局部变形小,且氩气是保护气体,焊接质量比较高。
9、采用电弧焊作业时,要在焊缝两侧表面涂白垩粉,防止焊渣和飞溅物粘附在表面上,焊接完后,要清除焊渣和飞溅物,并用10%酸溶液进行酸洗处理,然后再用热水冲洗干净。
10、在不锈钢部件上钻孔时,要使用高速钢钻头,其角度要在118度到122度之间,钻的速度不宜过快,过快易损坏钻头。
11、不锈钢风管及部件的法兰,要用不锈钢板制作,材料规格应符合有关规定,并符合表2-19规定。